

新聞資訊






聯系方式
- 17722493173
- 0755-2747 1680
- 0755-6110 9007
- lklaser@qq.com
- 深圳市寶安區福永街道新和社區福園一路華發工業園Α4棟3樓
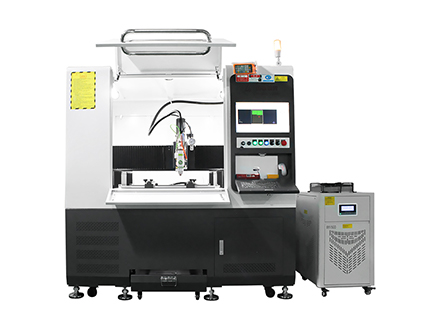
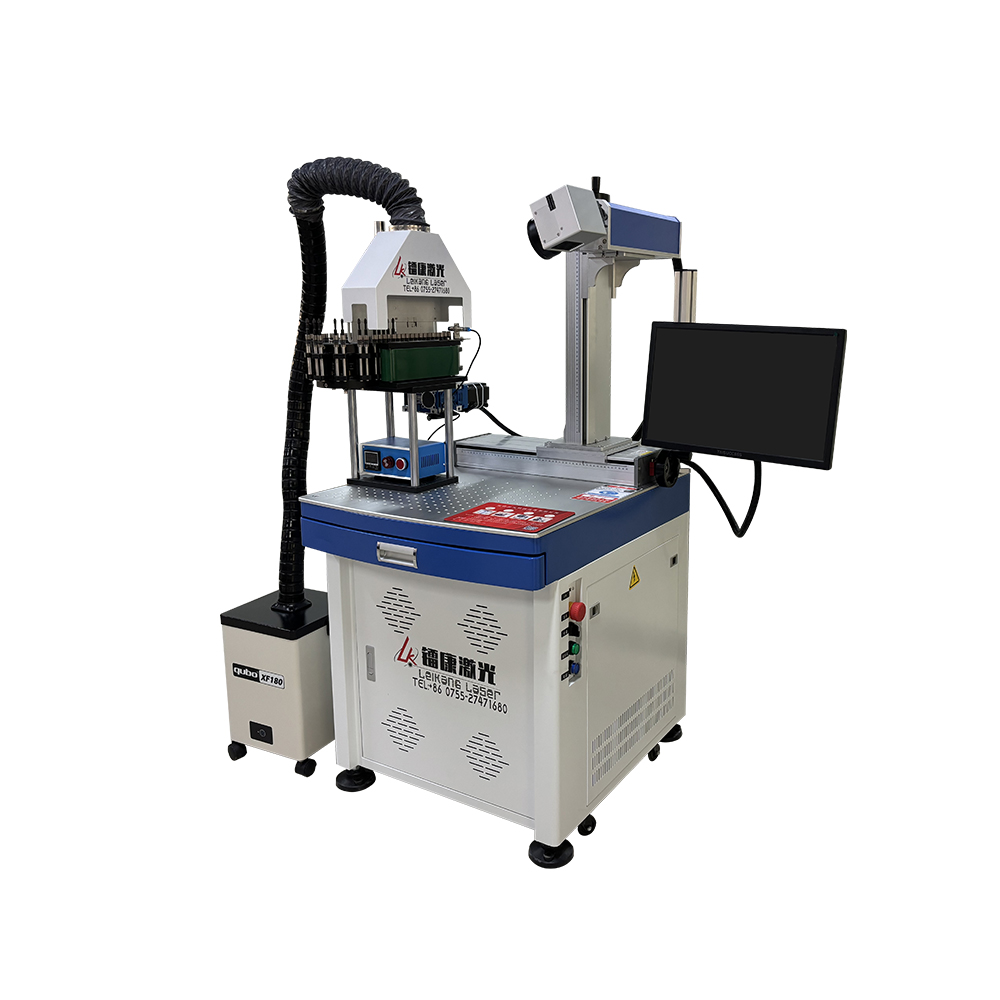
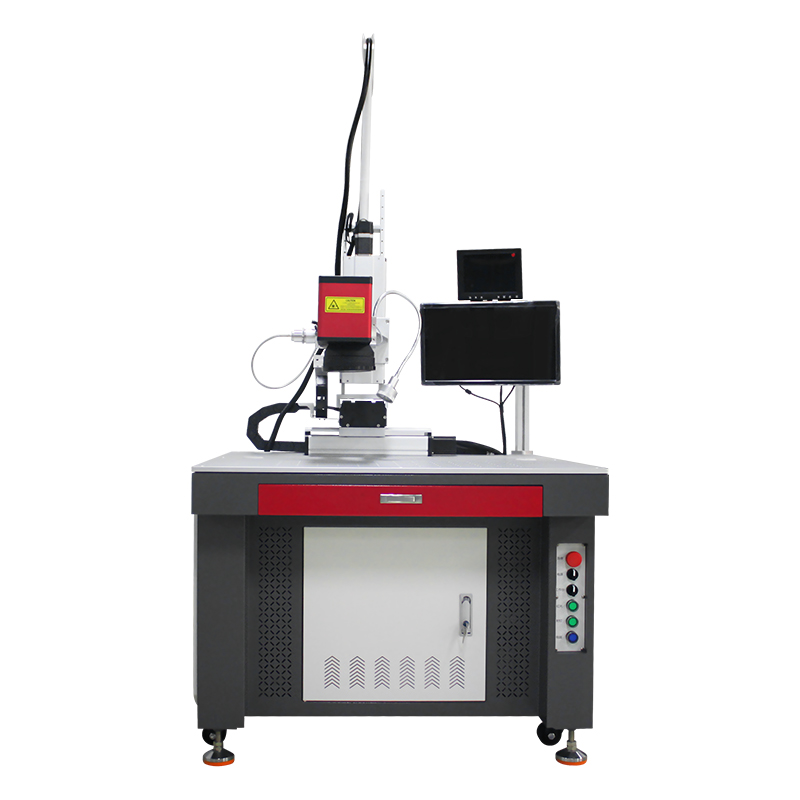
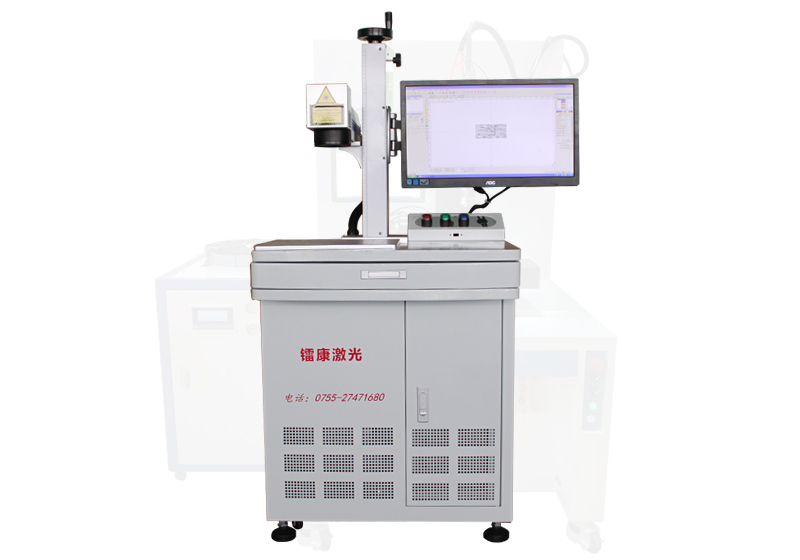
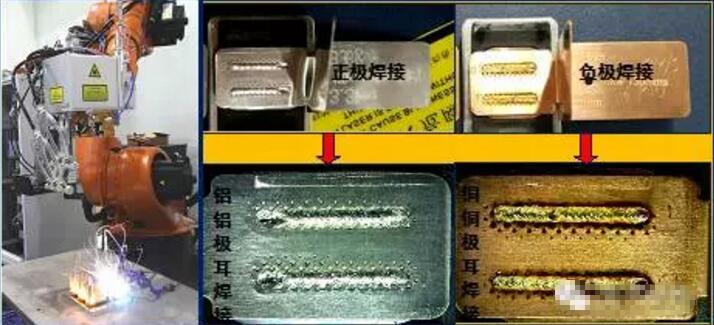
方形電池極耳、電芯、連接片激光焊接
來源:深圳市鐳康機械設備有限公司發表時間:2018-10-11
電池蓋上的桿分為電池內部和電池外部連接。電池的內部連接是電池芯和蓋桿的焊接;電池的外部連接是電池極通過連接件焊接形成串聯并聯電路以形成電池模塊。
電池的極耳是電池的正極和負極。通常,正電極由鋁制成,負電極由銅制成。標簽的大小因不同類型的電池而異。焊接時,滿足拉伸力和導電性能的設計要求,光纖質量好,焊點小的光纖激光器是首選。該圖是通過光纖激光焊接實現的電池耳鋁鋁焊和銅。銅焊的形狀。電流計焊接電池極柱。
電池的內耳和外連接件的材料,結構和焊接方法是相似的,因此工藝類似。不同之處在于,由于電池的外部,突片通常需要更高的焊接強度。

下一篇:方形電池防爆閥的激光焊接
上一篇:方形電池密封釘的激光焊接
相關推薦
- 2025-03-28醫療精密焊接針管激光焊接機
- 2023-02-06光纖激光打標機的使用壽命很長 那是為什么呢?-鐳康激...
- 2022-11-15內窺鏡蛇骨激光切割機樣品(激光切割的優勢)-鐳康激...
- 2022-11-09激光焊接機應用在醫療器材有多大的好處-鐳康激光
- 2022-11-09激光打標機對彩色不銹鋼的應用有什么不同?-鐳康激光
- 2022-11-09激光焊接機焊接處有缺口原因是為什么?-鐳康激光
- 2022-11-09激光打標機在打標延時怎么處理-鐳康激光
- 2022-11-09光纖激光切割機工作的情況如何?-鐳康激光
- 2022-11-01激光焊接機氪燈不能觸發怎么解決-鐳康激光
- 2022-11-01模具激光焊機修補模具怎樣選擇焊絲?-鐳康激光

 粵公網安備 44030602002775號
粵公網安備 44030602002775號
